-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
沖壓翻邊、翻孔過程中容易出現的缺陷與對策
時間:2021/1/22 15:51:46 瀏覽次數:9417
字體:大
中
小

沖壓產品的沖孔翻邊一般主要是為下一步的攻絲或其他工序做準備。在一般的翻邊翻孔過程中經常會出現破裂、毛刺、變形等一系列的問題,其實沖孔翻邊很簡單,注意這些要點就能翻出漂亮的邊:
(1)沖壓件一次內孔翻邊的變形程度不能過大
沖孔翻邊是在預先沖有孔的毛坯上(有時也可不預先打孔),沿孔邊翻成豎立凸緣的沖壓方法。孔的翻邊,其主導強制性的變形是材料沿切線方向產生的拉伸變形,而且越接近口部變形越大,變薄也越大,因此,容易出現孔緣開裂的缺陷。為了防止孔的邊緣拉裂,沖壓件一次內孔翻邊的變形程度不能過大。如果翻邊高度較大,可以分多次翻邊。

編輯
(2)沖孔翻邊的翻邊系數不能太小
在沖孔翻邊中,變形程度是以翻邊前的孔徑與翻邊后孔徑的比值,即翻邊系數K來表示。顯然,K值越大,變形程度越小,K值越小,變形程度越大,翻孔邊緣越可能破裂。翻邊時孔邊不破裂所能達到的最大變形程度的足值,稱為許可的極限翻邊系數。
為了防止邊緣拉裂,孔翻邊的翻邊系數不能過小,應大于極限翻邊系數。生產實踐表明,極限翻邊系數不僅和材料的種類和性能有關,而且與預制孔的加工性質和狀態(鉆孔或沖孔,有無毛刺),毛坯相對厚度,以及翻邊凸模的形狀等因素有關。

編輯
最大變形程度( 也稱翻孔系數K )與多種因素有關,但在實際生產運算中,可用最大延伸率%u3B4近似估算極限翻孔系數,通過預制孔的變形程度初步判斷是否會發生破裂缺陷,公式如下:
編輯
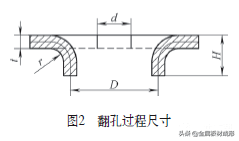
由于翻孔過程中(見圖2),材料變形區主要在切向發生伸長變形和厚度變薄,而徑向變形不大,因此可以用簡單彎曲的方法,按中性層長度不變的原則近似確定預制孔直徑,公式如下:
編輯
式中,d 是預制孔直徑,D 是翻孔后豎邊中性層直徑,H 是翻孔后高度,r 是圓角半徑,t 是材料厚度,單位均為mm。
編輯
(3)沖孔翻邊的翻邊高度不宜過大
沖孔翻邊高度一般不應大于極限值,否則,翻孔邊緣容易開裂。如果沖壓件要求高度大于極限值,就不能一次直接翻邊成形,這時,如果是單個毛坯的小孔翻邊,應采用壁部變薄的翻邊,如自攻螺釘翻孔。如果是大孔的翻邊,則用拉深、沖底孔再翻邊的方法。
翻孔高度是零件的主要性能指標,由式(1)和式(2)可推導出極限翻孔高度公式:
編輯
(4)沖孔翻邊的預孔不宜有較大的毛刺
沖孔翻邊的預孔的加工質量對極限翻邊系數有較大的影響。鉆孔后去毛刺的預孔,極限翻邊系數小,對翻孔成形有利,用沖孔模沖出的預孔,如若存在毛刺,極限翻邊系數大,對翻孔不利。這時,如果要求的翻邊系數小,極容易導致翻孔開裂,采取將帶毛刺的一側朝上,再進行翻孔可減輕翻孔開裂的現象。
(5)沖孔翻邊凸模的圓角半徑不宜過小
對于有預制孔的翻邊,翻孔凸模圓角半徑盡量取得大些,最好做成球形或拋物線形。這樣,翻孔力較小,翻孔質量也好。
(6)孔翻邊的凸模和凹模間隙不宜過大
為了避免或減小收縮,孔翻邊凸、凹模間隙不宜取得過大。若模具間隙過大,材料在翻邊時沒有靠攏凹模,產生較大收縮,還可能產生殘留彎曲變形,影響制件的翻邊質量。
(7)翻孔時,豎邊口部厚度的變薄不能忽視
翻孔時,變形區基本上限制在凹模圓角以內,變形區材料在單向或雙向拉應力作用下,切向伸長變形大于徑向壓縮變形,導致材料厚度減薄。翻孔豎邊口部的變薄最大,當此厚度減薄過大,材料伸長超過材料的極限延伸率時,就發生所謂的p破裂(因伸長過大,材料塑性不足引起的開裂稱力肛破裂;因成形力過大,材料強度不足而引起的開裂稱為a破裂)。沖孔翻邊時,翻邊系數K值越小,變形程度越大,豎邊口部厚度減薄越大,越容易發生破裂,故翻孔時,豎邊口部厚度的變薄不能忽視。
